


В последние годы лазерные технологии, помимо резки, маркировки и наплавки также получили широкое распространение в области соединения металлических материалов. Лазер обеспечивает несколько безусловных преимуществ таких, как скорость, точность, малая зона воздействия и бесконтактная обработка. И уже сегодня лазерная сварка может быть успешно применена для автоматизации при работе с различными типами стали в однородных или разнородных соединениях.
Разнородная сварка вообще становится новым инструментом для инженеров, разрабатывающих новые компоненты, которые включают разнородные сплавы или материалы. Сегодня лазерная сварка может использоваться для соединения полностью различных материалов (например, стали и полимеры) или ферритные и не ферритные сплавы (например, медь и нержавеющая сталь).
Сварка нержавеющей и черной стали является хорошо изученным и широко освещенным в литературе примером такой гетерогенной сварки, а само соединение данных материалов используется в различных отраслях.
Данная статья рассматривает вопрос использования активного флюса при лазерной сварке, который должен способствовать увеличению поглощения излучения материалами и формированию феррита при затвердевании ванны расплава.
Эксперимент
Материалы
Экспериментальные тесты проводились на пластинах углеродистой стали S235 (российский аналог – Ст2сп) и нержавеющей стали AISI 321 (российский аналог — 08Х18Н10Т или 12Х18Н10Т) с размерами 50*100*0,5мм
| C % | Si % | Mn % | P % | S % | Cr % | Ni % | Mo % | Ti % | |
|---|---|---|---|---|---|---|---|---|---|
| S235 | 0.099 | 0.168 | 0.51 | 0.0033 | 0.0069 | 0.043 | 0.041 | 0.0024 | — |
| AISI 321 | 0.08 | 1 | 2 | 0.045 | 0.03 | 18 | 11 | — | 0.15 |
Активный флюс был приготовлен смешением кремнезема SiO2 с поливиниловым спиртом с концентрацией 15% и 30%. Образцы были погружены во флюс, а затем оставлены на воздухе в течение 2 часов.
Экспериментальная установка
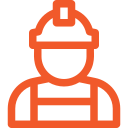
Для сварки образцов использовался импульсный лазер TRUMPF TruPulse 556 и лазерная головка PRECITEC YW50 с фокусным расстоянием 200мм. Позиционирование лазерной головки осуществлялось с помощью 7-осевого роботизированного манипулятора CLOOS и 2-координатного стола. Для фиксации заготовок использовалась специально сконструированная оснастка, обеспечивающая подачу защитного газа (аргон 99,99%) с тыльной стороны сварочного шва. Перед тестовой сваркой было сделано несколько проходов по поверхности нержавеющей пластины толщиной 1,5мм с целью изучения влияния покрытия флюсом образца.
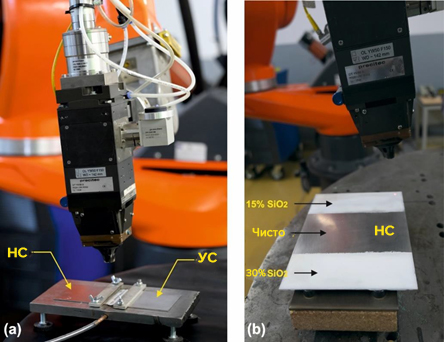
Рис. 1 Экспериментальная установка a) оснастка для фиксации пластин нержавеющей и углеродистой стали b) пластина из нержавеющей стали, покрытая 15% и 30% флюсом SiO2
Параметры , отраженные в таблице ниже были подобраны таким образом, чтобы подчеркнуть влияние активного флюса на процесс. Увеличение скорости было необходимо во избежание чрезмерного перегрева области расплава.
| Параметры | Ед. | Пример | |
|---|---|---|---|
| 1 – без флюса | 2 – с активным SiO2 флюсом | ||
| Мощность лазера | Вт | 2300 | 2000 |
| Частота | Гц | 150 | 150 |
| Длительность импульса | Мс | 1 | 1 |
| Скорость сварки | см/мин | 73 | 90 |
Образцы были разрезаны и подвергнуты электрохимическому травлению в 10%-ном водном растворе щавелевой кислоты. Для исследования использовались микроскопы LEICA DM ILM LED и SEM: Quanta FEG 250, FEI.
Результаты
SiO2 относится к флюсам окислительного типа и является акцептором свободных ионов O2-. Данный флюс обеспечивает увеличение количества кислорода и кремния в зоне расплава. Определенное количество кислорода может способствовать формированию игольчатого феррита, оказывающего влияние на крепость сварного соединения, но в то же время слишком большое его количество ведет к ухудшению механических свойств и подверженности образованию трещин в соединении. Аналогично, слишком большое количество кремния приведет к избыточному увеличению твердости, снижая надежность сварного соединения.
Два значения концентрации раствора SiO2/поливиноловый спирт были задействованы в эксперименте – 15% и 30% — для определения оптимального состава флюса. Цель подбора – увеличить глубину проникновения, но не перенасытить сварочную ванну окисляющими компонентами. Предварительные тесты были проведены на пластине нержавеющей стали толщиной 1.5мм, которая была покрыта 15% и 30% флюсом, после чего были выполнены 5 проходов лазером (см. рис. 2) с различными значениями средней мощности излучения: 1 линия – 1500Вт, 2 – 2000Вт…5 – 3500Вт. Проходы были выполнены при скорости 80см/мин, длительности импульса 1мс и частоте 120Гц.
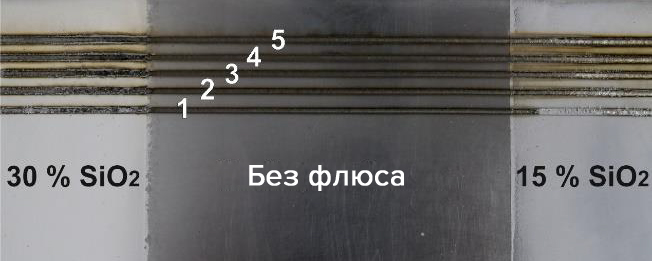
Рис. 2 Полосы лазерной обработки на разных режимах
Рис. 3 Поперечные срезы сварных швов:
3, 4, 5 – участки без флюса; 3-15,4-15, 5-15 – с 15% флюсом; 3-30, 4-30, 5-30 – с 30% флюсом
Как видно на рис. 3 активный флюс оказывает влияние на геометрический профиль и микроструктуру зоны расплава, создавая более близкое к форме «замочной скважины» распределение, несмотря на уменьшение глубины проплавления. Кроме того, SiO2 изменяет шаблон затвердевания расплава и способствует формированию ферритной фазы (рис. 4b) вместо аустенитной фазы.
Зона расплава образца без флюса (рис. 4a) характеризуется аустенитной морфологией и зернами аустенита, направление роста которых определяется температурным градиентом, задаваемым лазером.
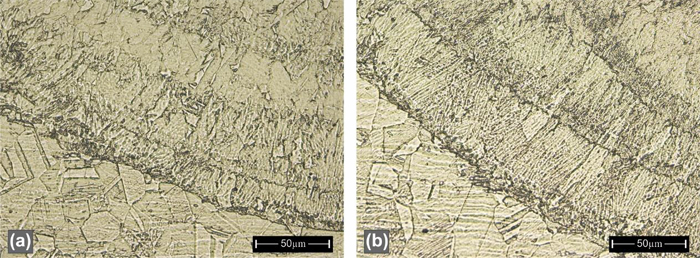
Рис. 4 Изображение образца №5 без флюса а) и с 15% SiO2 флюсом b)
Полученные данные показывают, что увеличение концентрации SiO2 во флюсе приводит к уменьшению глубины проплавления, однако, например, 15% концентрация обеспечивает формирование более качественной микроструктуры.
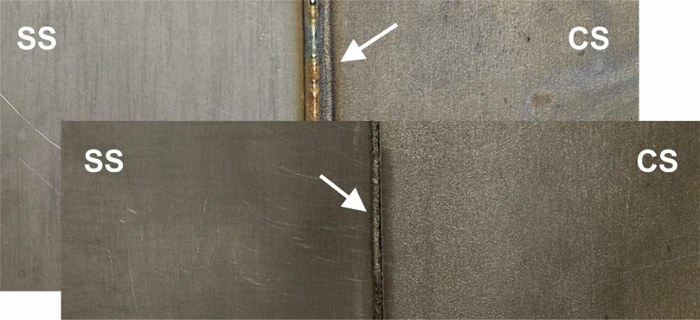
Рис. 5 Изображение разнородной сварки нержавеющей стали (SS) и углеродистой стали (CS) с флюсом (на заднем плане) и без
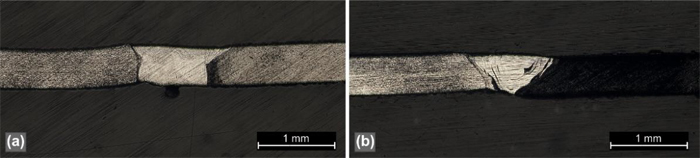
Рис. 6 Поперечный срез а) образцы, сваренные без флюса, и b) образцы, сваренные с флюсом
Для достижения наилучшего результата были использованы режимы, обеспечивающие сквозной провар образцов, с использованием флюса и без него. Анализ геометрического профиля сварного шва показывает, что наличие SiO2 флюса уменьшает зону термического воздействия и позволяет достичь требуемых результатов, используя мощность до 18% ниже, чем при сварке без флюса.
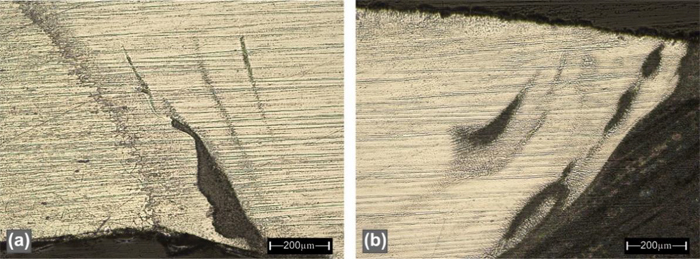
Рис. 7 Поперечный срез шва, сваренного с использованием флюса
На рис. 7 видны темные участки в зоне расплава – феррита, перемещенного в зону из углеродистой стали – на фоне более светлого объема, содержащего большое количество никеля и хрома.
REFERENCES
Materials today: proceedings · January 2019
Stanciu Elena-Manuela, Universitatea Transilvania Brasov
Catalin Croitoru, Universitatea Transilvania Brasov
Pascu Alexandru, Universitatea Transilvania Brasov
Mircea Horia Tierean, Universitatea Transilvania Brasov



