









Лазерная сварка непрерывным лазером
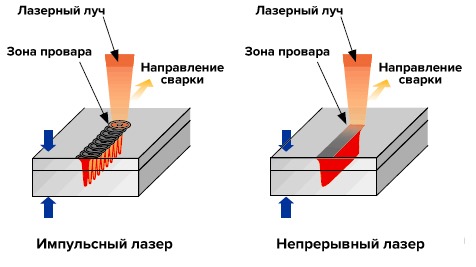
Непрерывный лазер (CW – continuous wave) излучает постоянное и, как следует из названия, непрерывное излучение. В настоящее время в качестве непрерывных лазеров для сварки чаще всего используются волоконные лазеры. Применяются они для задач, требующих значительной глубины провара (от 1.5мм) при невысоких требованиях к отсутствию нагрева вне зоны обработки.
Непрерывные лазеры для сварки работают в диапазоне от 200Вт до 100.000Вт и более – мощность выбирается, исходя из характеристик металлов, их толщин и требований к производительности процесса.
Сварка непрерывными лазерами чаще всего осуществляется на достаточно высоких скоростях, позволяющих избежать перегрева деталей, а точнее – от 2,5м/мин. и выше. Разумеется, как и в случае с любым другим типом сварки, значения мощности/скорости перемещения должны подбираться индивидуально к обрабатываемым деталям для достижения требуемой глубины проплавления при минимизации нагрева самих деталей.
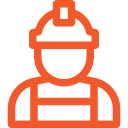
Лазерная сварка импульсным лазером
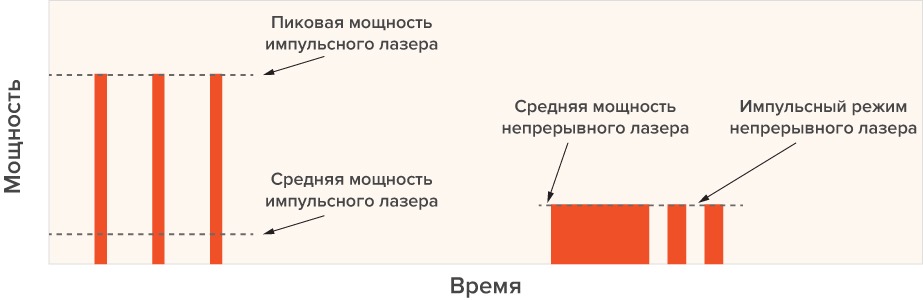
Импульсные лазеры создают серию коротких импульсов определенной длительности и частоты следования. Импульсные лазеры могут иметь пиковую мощность, в десятки раз превышающие их среднюю мощность, — например, при средней мощности 25Вт он может выдать до 5кВт в импульсе длительностью несколько миллисекунд. Иными словами, эквивалентный эффект может быть достигнут 5кВт непрерывным лазером.
При сварке данным типом лазера сварной шов образуется серией последовательных перекрывающихся импульсов. Для достижения герметичности процент перекрытия должен составлять 80-90%.
Из-за малой длительности импульсов (измеряется в миллисекундах) и невысокой частоты их следования нагрев детали вне зоны обработки минимизирован, что делает данный тип лазера предпочтительным для решения задач, имеющих высокие требования к отсутствию термического воздействия, или при обработке тонких, тонкостенных или миниатюрных деталей.
Кроме того, при импульсном режиме возможна сварка высокоотражающих материалов таких, как алюминий и медь.
Так какой же лазер выбрать?
Непрерывная лазерная сварка подойдет, если:
- Требуется глубокий провар
- Свариваемые материалы чувствительны к образованию трещин (например, нержавеющие стали )
- Требуется высокая производительность процесса
- Нет повышенных требований к нагреву деталей
Импульсная лазерная сварка подойдет, если:
- Требуется точечная прецизионная сварка
- Свариваемые детали имеют малый размер, толщину, требовательны к отсутствию нагрева вне зоны сварки
- Необходим герметичный шов
- Требуется сваривать высокоотражающие металлы и сплавы